

Cácnhóm lănlà một thành phần cốt lõi của băng tải đai, chịu trách nhiệm hỗ trợ băng chuyền và giảm điện trở chạy. Chất lượng lắp ráp của nó ảnh hưởng trực tiếp đến sự ổn định, tuổi thọ dịch vụ và tiếng ồn hoạt động của băng tải. Các chi tiết sau đây Các điểm chính của lắp ráp nhóm con lăn từ bốn chiều: chuẩn bị trước lắp ráp, quy trình lắp ráp lõi, để đảm bảo quy trình lắp ráp tiêu chuẩn và hiệu quả.

1. Chuẩn bị trước lắp ráp: Đặt nền tảng và tránh rủi ro
Trước khi lắp ráp, ba nhiệm vụ cốt lõi "Kiểm tra vật liệu, chuẩn bị công cụ và làm sạch môi trường", được hoàn thành để tránh làm lại hoặc các mối nguy hiểm chất lượng do thiếu sót sơ bộ.
1.1 Đếm vật liệu và kiểm tra chất lượng
● Kiểm tra các thành phần cốt lõi của nhóm con lăn từng cái một: con lăn (bao gồm thân con lăn, vỏ ổ trục, vòng bi và con dấu dầu), ngoặc, trục, ốc vít (bu lông, đai ốc, vòng đệm), v.v. đảm bảo số lượng phù hợp với các bản vẽ, không bị thiếu hoặc sai phần.
● Sàng lọc chất lượng các thành phần chính:
◆ Cơ thể con lăn: Không có va chạm, biến dạng hoặc rỉ sét trên bề mặt; Độ dày tường đồng đều (kiểm tra điểm với caliper có sẵn); Các vỏ ổ trục ở cả hai đầu được hàn chắc chắn (không có hàn sai hoặc vết nứt).
◆ Vòng bi: Xoay linh hoạt mà không gây nhiễu hoặc nhiễu bất thường; Vỏ kín còn nguyên (để ngăn bụi và dầu xâm nhập); Các mô hình phù hợp với các bản vẽ (ví dụ: Vòng bi Groove Deep 6204, 6205).
◆ Chân đế: Vật liệu đáp ứng các yêu cầu (chủ yếu là thép Q235); không có Burrs hoặc biến dạng tại các khớp hàn; Vị trí chính xác của các lỗ lắp (đường kính lỗ phù hợp với các bu lông, với một lỗi ≤ 0,5mm).
1.2 Công cụ và Chuẩn bị vật liệu phụ trợ
● Các công cụ cần thiết: Cờ lê mô -men xoắn (quan trọng để đảm bảo bu lông thắt chặt mô -men xoắn đáp ứng các tiêu chuẩn), cờ lê có thể điều chỉnh, cờ lê hexagon, caliper (để đo kích thước), máy đo cảm nhận (đối với các khoảng trống)
● Vật liệu phụ trợ: Mỡ (phù hợp với vòng bi, chẳng hạn như mỡ dựa trên lithium số 2, được sử dụng để bôi trơn ổ trục), chất ức chế rỉ sét (phun lên các mối hàn của giá đỡ sau khi lắp ráp), làm sạch vải (để lau vết dầu và bụi trên các thành phần).
1.3 Yêu cầu môi trường lắp ráp
● Vị trí phải bằng phẳng và khô ráo, tránh môi trường ẩm ướt (để ngăn chặn sự rỉ sét thành phần) và môi trường bụi (để ngăn chặn các tạp chất xâm nhập vào vòng bi).
● Đặt miếng đệm bảo vệ (ví dụ: miếng đệm cao su, bảng gỗ) để ngăn chặn các vết trầy xước trên cơ thể con lăn do tiếp xúc trực tiếp với mặt đất.
2. Quá trình lắp ráp lõi: hoạt động theo trình tự và đảm bảo độ chính xác
Hội đồng củanhóm lănNên tuân theo trình tự của "Đầu tiên lắp ráp đơn vị con lăn → sau đó lắp ráp giá trị → cuối cùng sửa chữa và xác minh". Độ chính xác phải được kiểm soát trong mỗi bước để tránh sai lệch thành phần.
Bước 1: Lắp ráp đơn vị con lăn (lõi của lõi)
Đơn vị con lăn là "đơn vị thực hiện" của nhóm con lăn, bao gồm thân con lăn, vòng bi, trục và con dấu dầu. Trong quá trình lắp ráp, tập trung vào việc đảm bảo "vòng bi linh hoạt và niêm phong đáng tin cậy".
1.1 Lắp ráp vòng bi và Vòng bi
Đầu tiên, áp dụng một lượng nhỏ dầu mỡ vào thành bên trong của vỏ ổ trục (một lớp mỏng bao phủ thành bên trong là đủ; dầu mỡ quá mức có thể khiến ổ trục nóng lên).
● Sử dụng máy ép để nhấn trơn tru ổ trục vào vỏ ổ trục (điểm ứng dụng lực nằm trên vòng ngoài vòng bi; nhấn vòng trong bị cấm). Đảm bảo không có khoảng cách giữa ổ trục và vỏ ổ trục (kiểm tra với thước đo cảm thấy có sẵn, với khoảng cách ≤ 0,05mm).
● Lắp đặt con dấu dầu: Nhúng con dấu dầu (chủ yếu là niêm phong dầu hai lip) vào rãnh của vỏ ổ trục. Đảm bảo con dấu dầu được gắn chặt vào vòng ngoài vòng bi mà không có độ lệch (để tránh rò rỉ dầu mỡ hoặc xâm nhập bụi trong quá trình hoạt động).
1.2 Lắp ráp trục và cơ thể con lăn
● Vượt qua trục (có bề mặt nhẵn và không có vệt) qua vòng bi ở một đầu của thân con lăn, và nhẹ nhàng đẩy nó vào vòng bi ở đầu kia. Đảm bảo trục được gắn hoàn toàn vào vòng bên trong ổ trục (không lỏng lẻo).
● Kiểm tra xoay thân con lăn: xoay thân con lăn bằng tay; Nó nên xoay linh hoạt mà không gây nhiễu hoặc nhiễu bất thường, và quán tính xoay phải đồng đều (không có "cảm giác nói lắp"). Nếu có gây nhiễu, tháo rời và kiểm tra xem ổ trục được cài đặt ngược hay nếu có tạp chất.
Bước 2: Lắp ráp đơn vị con lăn và khung
Khung là "khung hỗ trợ" của nhóm con lăn. Cần phải đảm bảo vị trí chính xác của đơn vị con lăn trên khung để tránh độ lệch của băng chuyền.
2.1 Định vị đơn vị con lăn
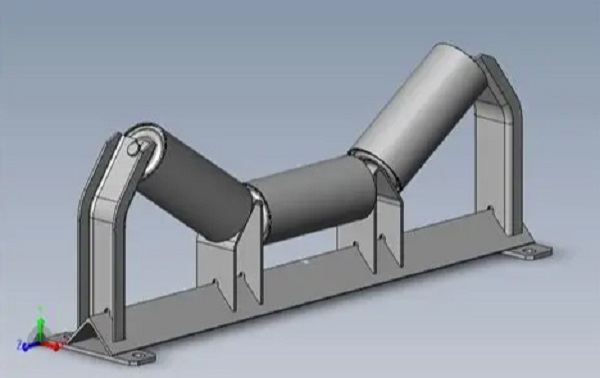
● Theo yêu cầu của các bản vẽ, đặt các đơn vị con lăn lắp ráp (một nhóm con lăn duy nhất thường chứa 2-5 đơn vị con lăn; ví dụ: "nhóm con lăn song song" chứa 3 đơn vị và "nhóm con lăn máng" chứa 2 con lăn bên + 1 con lăn giữa)
● Cần chú ý đặc biệt đến nhóm con lăn máng: góc giữa các con lăn bên và con lăn giữa (thường là 30 °, 35 °, 45 °, theo yêu cầu vẽ) nên được đo bằng thước đo góc, với sai số ≤ 1 ° (độ lệch góc sẽ gây ra lực không đồng đều.
2.2 Sửa chữa bu lông
● Vượt qua các bu lông qua các lỗ lắp của giá đỡ và các lỗ vỏ ổ trục của bộ phận con lăn, đặt vào vòng đệm (máy giặt phẳng + máy giặt lò xo để tránh nới lỏng) và lần đầu tiên siết chặt các đai ốc bằng tay.
● Sử dụng cờ lê mô-men xoắn để thắt chặt các bu lông theo mô-men xoắn được chỉ định trong các bản vẽ (ví dụ: mô-men xoắn cho bu lông M10 thường là 25-30N · m và đối với bu lông M8 là 15-20n · m). Mô -men xoắn quá mức (có thể gây ra vỡ bu lông) hoặc không đủ mô -men xoắn (có thể gây ra nới lỏng trong quá trình hoạt động) bị cấm.
● Chặn trình tự: thắt chặt đối xứng (ví dụ: 4 bu lông phải được thắt chặt theo "chuỗi chéo" để tránh biến dạng khung).
Bước 3: Xác minh và điều chỉnh tổng thể
Sau khi lắp ráp, tiến hành kiểm tra tổng thể để điều chỉnh độ lệch một cách kịp thời:
● Sử dụng một mức để phát hiện bề mặt dưới cùng của giá đỡ: Đảm bảo giá đỡ nằm ngang (độ lệch ngang ≤ 0,5mm/m). Nếu nó nghiêng, điều chỉnh các miếng đệm (đặt các miếng đệm ở dưới cùng của giá đỡ; uốn cong của giá đỡ đều bị cấm).
● Kiểm tra sự song song của các đơn vị con lăn: Các con lăn bên của mángnhóm lănNên được phân phối đối xứng ở cả hai bên của con lăn giữa, với lỗi song song ≤ 0,3mm/m (phát hiện bằng phương pháp kéo dây: kéo một đường thẳng ở hai đầu của con lăn và đo chênh lệch khoảng cách giữa các con lăn và đường thẳng).
● Xoay tất cả các con lăn một lần nữa: Đảm bảo tất cả các con lăn xoay linh hoạt mà không "gây nhiễu riêng lẻ". Nếu có gây nhiễu, tháo rời và kiểm tra sự lắp ráp của vòng bi hoặc trục.












